
 2026-03-16
2026-03-16 En presisjonsmotoraksel er den mekaniske utgangskomponenten til en elektrisk motor - det roterende sylindriske elementet som overfører dreiemoment fra motorens rotor til den drevne lasten gjennom koblinger, tannhjul, trinser, pinjonger eller direkte interferenstilpasningsforbindelser. Ordet "presisjon" i denne sammenhengen er ikke en markedsføringskvalifisering; det refererer til de stramme dimensjonstoleransene, geometriske nøyaktighetskravene og overflatefinishspesifikasjonene som skiller en presisjonsmotoraksel fra en standard kommersiell aksel. I applikasjoner som spenner fra medisinsk utstyr og laboratorieinstrumenter til servodrivenheter, robotikk og romfartsaktuatorer, bestemmer akselens dimensjonale nøyaktighet systemytelsen direkte - lagertilpasningskvalitet, koblingskonsentrisitet, vibrasjonsnivåer, rotasjonsnøyaktighet og til slutt påliteligheten til hele den drevne sammenstillingen.
Selv små avvik fra spesifisert akselgeometri kan føre til alvorlige problemer på systemnivå. En akseldiameter som er 0,01 mm overdimensjonert vil føre til at et presspasningslager blir overbelastet under montering og kan sprekke den indre ringen. En aksel med 0,005 mm utløp på lagertappen vil påføre en syklisk belastning på lageret ved akselens rotasjonsfrekvens, noe som reduserer L10-levetiden dramatisk. En aksel med feil overflateruhet på lagersetet - for grov - vil mikrosveises til lagerets indre bane under drift, noe som gjør demontering ødeleggende. Dette er ikke kantsaker; de er de rutinemessige konsekvensene av å skaffe motoraksler til utilstrekkelige presisjonsgrader, og forstå hva som gjør en presisjonsmotoraksel genuint presis er avgjørende for alle som spesifiserer, anskaffer eller designer med disse komponentene.
En presisjonsmotoraksel er ikke en enkel sylinder - det er en maskinert komponent med flere funksjoner der hver sone er designet for å kommunisere med en spesifikk sammenkoblingskomponent, og hvert grensesnitt pålegger sine egne dimensjonale, geometriske og overflatefinishkrav. Å forstå funksjonen til hver funksjon hjelper når du skriver spesifikasjoner og evaluerer leverandørens kapasitet.
Lagertappene er de sylindriske delene av akselen som sitter inne i motorens rulleelement eller glidelagre. Dette er typisk de mest dimensjonalt kritiske delene av hele skaftet. Tappdiameteren må holdes til en stram toleranse - typisk IT5- eller IT6-kvalitet i henhold til ISO 286, som betyr toleranser på ±0,003 mm til ±0,008 mm på diametre fra 5 mm til 50 mm – for å oppnå korrekt lagertilpasning. En klaringspasning brukes for lagre som må presses inn på akselen med håndkraft eller lett verktøy (overgangspasning), mens en interferenspasning brukes der lagerets indre løp må være sikkert låst til akselen for å hindre kryping under belastning. Overflateruhet på lagertappene er spesifisert til Ra 0,4 µm til Ra 0,8 µm for rulleelementlager og Ra 0,2 µm eller finere for glidehydrodynamiske lagre hvor overflatefinish direkte påvirker oljefilmdannelsen som støtter akselen.
Utgangs- eller drivenden av en presisjonsmotoraksel er seksjonen som kobles til lasten - gjennom et nøkkelnav, splinekobling, pinjonggir, trinse, enkoderskive eller annet kraftoverføringselement. Kilespor maskinert inn i akselen gir en positiv roterende drivforbindelse som overfører dreiemoment uten å stole på forstyrrelser alene. Splinede akselender – både evolvente og rettsidede profiler – fordeler dreiemoment over flere kontaktpunkter, noe som gir høyere dreiemomentkapasitet og bedre feiljusteringstoleranse enn enkeltkilespor. Presisjonsslipte koniske akselender brukes i applikasjoner som krever enkel montering og demontering av nav uten nøkkel, der konusvinkelen skaper en selvlåsende eller løsbar interferenspasning avhengig av bruken av en aksial klemmutter. Gjengefunksjoner ved akselenden holder koblingsnav, koderskiver eller endestykker mot aksial belastning.
I de fleste elektriske motordesigner er rotorlamineringsstabelen eller permanentmagnetmonteringen interferensmontert direkte på motorakselen. Rotorens monteringssone må ha en nøyaktig kontrollert diameter for en spesifikk interferenspasning som gir tilstrekkelig dreiemomentoverføring uten å forårsake at rotorlamineringene sprekker under pressmontering. I høyhastighetsmotorer må rotor-til-aksel-interferensen også motstå sentrifugalutvidelsen av rotoren ved maksimal hastighet - hvis interferensen er utilstrekkelig, kan rotoren løsne ved hastighet, og forårsake katastrofal ubalanse. Rundheten til rotormonteringssonen påvirker direkte den dynamiske balansekvaliteten som kan oppnås etter montering av rotor: en ut-av-rund aksel introduserer en eksentrisitetsfeil i rotormassefordelingen som ikke kan korrigeres fullstendig ved påfølgende balansering.
Diameteroverganger mellom akselseksjoner skaper skuldre som aksialt lokaliserer lagre, rotorer og andre komponenter langs akselen. Rettigheten til disse skuldrene i forhold til akselens akse – vinkelretthetstoleranse – bestemmer hvor rett lagrene og rotorene sitter, og påvirker forbelastning og aksial innretting. Underskårne spor ved bunnen av skuldrene og i endene av bakkeseksjoner avlaster spenningskonsentrasjonen som skapes av brå diameterendringer, og forbedrer akselens utmattingslevetid betydelig under sykliske torsjons- og bøyebelastninger. På høysyklus presisjonsmotoraksler er disse underskårne radiene og deres overflatefinish like viktig for levetiden som akselens totale materialstyrke.
Materialvalg for en presisjonsmotoraksel involverer balansering av bearbeidbarhet og slipbarhet (som bestemmer oppnåelig dimensjonspresisjon), mekanisk styrke og utmattingsmotstand (som bestemmer lastbærende evne og levetid), magnetiske egenskaper (kritisk i applikasjoner der akselen passerer gjennom motorens magnetiske krets), og korrosjonsmotstand, våtmiljø eller kjemiske applikasjoner (for applikasjoner i våt miljø eller kjemiske applikasjoner).
| Material | Typisk karakter | Nøkkelegenskaper | Vanlig applikasjon |
| Karbonstål | C45, 1045, S45C | God styrke, maskinbearbeidbar, lav pris | Generelle industrimotorer, HVAC, pumper |
| Legert stål | 42CrMo4, 4140, SCM440 | Høy styrke, tretthetsbestandig, varmebehandles | Servomotorer, drev med høyt dreiemoment, girkasseutganger |
| Case-herdende stål | 16MnCr5, 8620 | Hard overflate, seig kjerne, slitesterk | Aksler med integrerte pinjonger, slitesterke akseltapper |
| Rustfritt stål | 303, 316, 17-4PH | Korrosjonsbestandig, ikke-magnetisk (austenittisk) | Medisinsk utstyr, matvareforedling, marine motorer |
| Titanlegering | Ti-6Al-4V | Høy styrke-til-vekt, ikke-magnetisk, korrosjonsbestandig | Luftfartsaktuatorer, MRI-kompatible motorer |
| Aluminiumslegering | 7075-T6, 6061-T6 | Lett, ikke-magnetisk, god bearbeidbarhet | Små høyhastighetsmotorer, UAV-drev, robotikk |
Mange presisjonsmotorakselmaterialer er varmebehandlet for å utvikle de nødvendige mekaniske egenskapene – bråkjøling og herding av legert stål for å oppnå strekkstyrke på 900–1 200 MPa, kassekarburering av lavlegerte stål for å oppnå en hard slitebestandig overflate med en tøff kjerne, eller nitrering for å oppnå et ekstremt hardt overflatelag. Sekvensen for varmebehandling og presisjonsslipeoperasjoner er kritisk: varmebehandling forårsaker dimensjonal forvrengning som må korrigeres ved etterfølgende sliping. Presisjonsmotoraksler er vanligvis grovmaskinert, varmebehandlet, rettet ut om nødvendig og deretter presisjonsslipt til endelige dimensjoner. Sluttsliping etter varmebehandling – ikke før – er den eneste pålitelige måten å oppnå både de nødvendige mekaniske egenskapene og de stramme dimensjonstoleransene til en presisjonsmotoraksel samtidig.
Toleransespesifikasjonen er det tekniske hjertet av presisjonsmotorakseldesign. For løs og akselen kan ikke utføre sin tiltenkte funksjon; unødvendig stramt og produksjonskostnadene eskalerer uten fordel. Å forstå hvilke toleranser som betyr mest for hver funksjon, og hvilke verdier som er passende for forskjellige bruksområder og hastigheter, er det som skiller en velspesifisert presisjonsmotorakseltegning fra en som enten er underspesifisert eller upraktisk tett.
Skaftdiametre er spesifisert ved hjelp av ISO 286-toleransesystemet, som definerer både toleransegraden (IT-graden, som indikerer den totale toleransebåndbredden) og det grunnleggende avviket (en bokstav som angir posisjonen til toleransebåndet i forhold til den nominelle dimensjonen). For presisjonsmotoraksellagertapper er typiske spesifikasjoner k5 eller k6 for lagre som krever en lett interferenspasning, og h5 eller h6 for lagre satt sammen med en overgangs- eller lysklaringspasning. På en 20 mm lagertapp tilsvarer k5-toleranse et diameterområde på 0,002 mm til 0,011 mm – et totalt toleransebånd på bare 9 mikrometer. Å oppnå dette konsekvent i produksjonen krever sylindrisk sliping med presis maskin- og bandasjekontroll, og 100 % dimensjonal verifisering etter sliping ved bruk av kalibrerte boringsmålere eller luftmålere med oppløsning på 0,001 mm eller bedre.
Rundhet (sirkularitet) til lagertappen – avviket til en hvilken som helst tverrsnittsprofil fra en perfekt sirkel – er typisk spesifisert til 50 % eller mindre av diametertoleransen for presisjonsmotoraksler. For en k5-tapp med en diametertoleranse på 9 µm er rundhet på 4–5 µm et typisk krav. Sylindrisitet – den kombinerte variasjonen av rundhet og retthet langs lagertappens lengde – er det mer krevende kravet for lange lagerseter, noe som sikrer at lageret passer jevnt langs hele bredden. Rundhet og sylindrisitet måles på en presisjonsmålemaskin for rundhet (som en Taylor Hobson Talyrond) ved hjelp av en kontaktsonde som kartlegger den faktiske overflategeometrien mot den ideelle sirkulære formen.
Runout er den mest ytelseskritiske geometriske toleransen for presisjonsmotoraksler fordi den genererer direkte vibrasjoner og lagerbelastninger som begrenser motorhastighet, støy og levetid. Totalt indikert utløp (TIR) – målt ved å rotere akselen mellom sentrene og måle den totale indikatoravbøyningen ved en spesifisert diameter – kombinerer rundhetsfeil og koaksialitetsfeil (forskyvning mellom den målte funksjonens akse og nullpunktaksen) til en enkelt måling. For presisjonsmotoraksler i servo- og presisjonsbevegelsesapplikasjoner er TIR på utgangsendetappen i forhold til lagertappene typisk spesifisert til 0,005 mm til 0,015 mm. Ved 3000 RPM genererer en TIR på 0,01 mm en sentrifugal eksitasjonskraft som, avhengig av akselen og rotormassen, kan produsere vibrasjonsamplituder en størrelsesorden høyere enn selve eksentrisiteten, raskt forringe lagerets levetid og kompromittere posisjonsnøyaktigheten i servosystemer med lukket sløyfe.
Ulike soner av en presisjonsmotoraksel krever forskjellige overflateruhetsverdier, og å spesifisere en enkelt overflateruhet for hele akselen er en vanlig feil under spesifikasjonen. Lagertappene krever Ra 0,4–0,8 µm for kule- og rullelager og Ra 0,1–0,4 µm for glidelagre. Tetningskontaktflater (der en leppetetning eller labyrinttetning kommer i kontakt med akselen) krever Ra 0,2–0,4 µm jord i akselrotasjonsretningen, med strenge grenser for bly (spiralformede slipemerker som kan pumpe smøremiddel forbi tetningen). Rotormonteringssoner er vanligvis spesifisert til Ra 0,8–1,6 µm – litt grovere overflater kan faktisk forbedre momentoppbevaringen av interferenspasninger ved å gi mikromekanisk sammenlåsing mellom akselen og boringsflatene. Keyway- og splineoverflater blir vanligvis liggende på Ra 1,6–3,2 µm fra fresing eller broaching, da disse overflatene overfører belastning gjennom formkontakt i stedet for å være avhengig av overflatekvaliteten for deres funksjon.
Å oppnå toleransene som kreves for presisjonsmotorakselapplikasjoner krever en nøye sekvensert produksjonsprosess der hver operasjon setter opp betingelsene for den neste. Å hoppe over eller snarveie ethvert trinn i prosesskjeden resulterer pålitelig i aksler som ikke oppfyller spesifikasjonene, oppdaget enten under innkommende inspeksjon eller - dyrere - under montering eller tidlig i service.
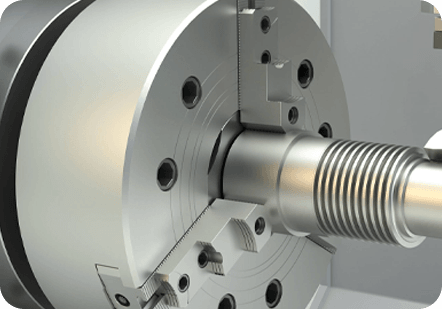
CNC-skruing på en presisjonsdreiebenk etablerer den grunnleggende akselgeometrien - alle diametre, lengder, skuldre, underskjæringer og avsmalninger - med et materialtillegg på 0,1 mm til 0,3 mm på bakkeoverflater for påfølgende sylindrisk sliping. Sentrale hull som er boret i begge akselendene på dette stadiet, blir referansedatum for alle etterfølgende slipe- og inspeksjonsoperasjoner. Nøyaktigheten til disse senterhullene - deres konsentrisitet, dybde og overflatefinish - bestemmer direkte nøyaktigheten som kan oppnås ved etterfølgende sliping, fordi akselen roterer på disse sentrene gjennom alle bakkeoperasjoner. Presisjonssenterboring på en CNC dreiebenk med strømførende senter og nøye maskinoppsett er ikke en triviell operasjon på en presisjonsmotoraksel; det er grunnlaget som all påfølgende nøyaktighet avhenger av.
Sylindrisk sliping er den definitive produksjonsprosessen for presisjonsmotorakseltapper og lagerseter. Akselen er montert mellom presisjonssentre på slipemaskinen og rotert sakte mens en høyhastighetsslipeskive krysser akseloverflaten, og fjerner 0,002–0,005 mm per pass i etterbehandlingskutt for å oppnå den endelige diameteren, rundheten, sylindrisiteten og overflatefinishen. Moderne CNC sylindriske slipemaskiner oppnår repeterbarhet i diameter på ±0,001 mm eller bedre når de er riktig vedlikeholdt og termisk stabilisert, og en overflateruhet på Ra 0,1–0,4 µm rutinemessig. Måling etter prosess – måling av akseldiameteren automatisk mellom slipepassasjer ved hjelp av en prosessmåler montert på maskinen – eliminerer dimensjonsvariasjonen introdusert av termisk ekspansjon og slitasje på slipeskivene, og opprettholder størrelseskonsistens på tvers av produksjonspartier uten manuell inngripen.

Kilespor freses inn i akselen før sluttsliping, for å unngå å introdusere spenningskonsentrasjoner ved kilesporkantene som kan forårsake mikrosprekker ved kontakt med slipeskiven. Splines på presisjonsmotoraksler produseres ved hobbing, fresing eller kaldvalsing - kaldvalsede splines har den ekstra fordelen av kompresjonsrestspenninger fra valseprosessen som forbedrer utmattingsmotstanden sammenlignet med maskinerte splines. Gjenger i akselendene kuttes eller rulles etter sluttsliping for å unngå å forstyrre bakkeoverflatene. Gjengerulling – pressing av gjengeformen inn i akseloverflaten i stedet for å kutte den – gir sterkere gjenger med trykkoverflatespenninger og foretrekkes fremfor gjengeskjæring på presisjonsmotoraksler der gjengenes utmattelseslevetid er et problem.
Å forstå hvordan presisjonsmotoraksler svikter i drift - og hvorfor - er like viktig for designeren og spesifikasjonen som å forstå hvordan de er laget. De fleste presisjonsmotorakselfeil kan spores til en av et lite antall rotårsaker som, når de er identifisert, er enkle å løse gjennom design, materialvalg eller endringer i produksjonsprosessen.
En fullstendig presisjonsmotorakselspesifikasjon kommuniserer entydig til produsenten - enten det er et internt produksjonsanlegg eller en ekstern leverandør - nøyaktig hva som kreves og hvordan samsvar vil bli verifisert. Ufullstendige spesifikasjoner er den vanligste årsaken til at ikke-konforme aksler blir levert og akseptert, kun for at problemet dukker opp under motormontering eller tidlig i service. Følgende elementer må være eksplisitt definert i enhver presisjonsmotorakselspesifikasjon.
Ingeniører og innkjøpsteam som anskaffer presisjonsmotoraksler står overfor et treveisvalg mellom å kjøpe standard katalogpresisjonsaksler, bestille spesialbearbeidede aksler til en spesifikk tegning eller skaffe OEM-erstatningsaksler fra motorprodusenter. Hvert alternativ har en forskjellig kostnad, ledetid og minimumsbestillingsmengdeprofil, og det riktige valget avhenger av applikasjonens volumkrav, hvor tett et standardprodukt samsvarer med spesifikasjonen, og om akselen er en reservedel eller en ny designkomponent.
Presisjonsjordaksel – leveres i standardlengder og diametre med garantert h6- eller g6-diametertoleranse og retthet under 0,02 mm per 300 mm – er tilgjengelig fra leverandører av aksel- og lineærbevegelseskomponenter i karbonstål, rustfritt stål og kasseherdet stål. Dette alternativet er hensiktsmessig når akselgeometrien er enkel (konstant diameter eller trinnvis med standard inkrementer), den nødvendige toleransen samsvarer med katalogproduktets spesifikasjoner, og sekundære operasjoner (kilesporfresing, gjenging, boring) kan utføres internt eller av en lokal maskinist. Den betydelige fordelen er umiddelbar tilgjengelighet uten verktøykostnader eller ledetid for tilpasset maskinering - viktig for prototyping, reparasjon og lavvolumproduksjon.
For motorakselgeometrier med spesifikke egenskaper – integrerte pinjongtenner, splines, flere presisjonstapler ved spesifiserte utløpsforhold, koniske ender eller spesielle materialer – er tilpasset maskinering fra en presisjonsakselprodusent den riktige ruten. Tilpassede sjakter produseres etter kundens tegning og gjennomgår inspeksjon etter spesifiserte akseptkriterier før levering. Ledetider for tilpassede presisjonsmotoraksler varierer vanligvis fra 2–6 uker for standardmaterialer i moderate mengder, med lengre ledetider for eksotiske materialer, varmebehandlingssekvenser med lange ovnssykluser, eller svært trange toleranser som krever flere slip-og-mål iterasjoner. Når du legger inn en spesialtilpasset akselbestilling, er det å gi en komplett og entydig tegning den viktigste enkeltfaktoren for å motta samsvarende deler ved første leveranse – tvetydige tegninger genererer tolkningsfeil, forespørsler om avklaring som forlenger leveringstiden, og akslinger som samsvarer med tegningen, men som ikke passer til formålet, som teknisk sett er kundens ansvar.
Ikke alle maskinverksteder som hevder å produsere presisjonsmotoraksler har utstyr, prosesskontroll og måleevne til å oppnå konsekvent IT5 eller IT6 diametertoleranser, under 5 µm utløp og Ra 0,4 µm overflatefinish i produksjon. Før du kvalifiserer en ny presisjonsakselleverandør, verifiser følgende: slipemaskinparken og dens alder og vedlikeholdstilstand; det metrologiske utstyret som er tilgjengelig for inspeksjon (rundhetsmålemaskin, CMM eller presisjonsbenksentre med måleur, overflateprofilometer og deres kalibreringsstatus); leverandørens prosessdokumentasjon og sertifisering av kvalitetsstyringssystem (ISO 9001 som et minimum, IATF 16949 for presisjonsakseler for biler); og deres vilje til å gi inspeksjonsrapporter for første artikkel (FAIRs) med faktiske målte verdier – ikke bare bestått/ikke bestått stempler – for alle kritiske egenskaper på innledende prøver. En leverandør som er motvillig til å gi faktiske måledata på de første artiklene, forteller deg noe viktig om hvordan de styrer produksjonskvaliteten.

Fenglan er Produsent av elektriske presisjonsdeler i Kina, Produsenter av presisjonsdeler for biler og Leverandører av industrielle presisjonsdeler. Din pålitelige partner innen produksjon av deler og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Personvern
Personvern



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






