
 2026-05-28
2026-05-28 Toleranser målt i tusendeler av en tomme. Det er verden av presisjons CNC maskineringsdeler — komponenter produsert av datastyrte verktøymaskiner som fjerner materiale fra et solid arbeidsstykke for å oppnå nøyaktige dimensjoner, overflatefinisher og geometriske egenskaper. I motsetning til maskinerte deler for generell bruk, holdes presisjons CNC-komponenter til tette toleranser, ofte innenfor ±0,001 tommer (±0,025 mm) eller tettere, avhengig av bruken.
Kjernen i prosessen er automatisering. En CAD-modell er oversatt til G-kodeinstruksjoner som dirigerer aksebevegelser, spindelhastigheter, matehastigheter og skjæredybde uten rom for manuell tolkning. Hver pass av skjæreverktøyet følger en definert bane, og det er grunnen til at to deler produsert med en ukes mellomrom på samme maskin blir dimensjonalt identiske. Denne repeterbarheten er det som gjør CNC-presisjonskomponenter uunnværlige i romfart, medisinsk utstyr, robotikk, bilindustri og elektronikkproduksjon.
Det som skiller en "presisjons" del fra en standard maskinert del er ikke bare strammere tall på en tegning – det er hele produksjonsmiljøet: temperaturkontrollerte maskinrom, stivt balansert verktøy, flerpunktsinspeksjonsprotokoller og materialsertifiseringer fra rålageret opp. Når en del spiller en strukturell eller funksjonell rolle i en større sammenstilling, er presisjons CNC-bearbeiding nesten alltid det riktige valget.
Ulike skjæreoperasjoner tjener forskjellige geometrier, og de fleste komplekse presisjonsdeler krever en kombinasjon av prosesser. Å forstå hvilken operasjon som produserer hvilken funksjon hjelper ingeniører med å skrive bedre tegninger og hjelper kjøpere med å stille smartere spørsmål når de anskaffer deler.
Fresing bruker roterende flerpunktsskjæreverktøy for å fjerne materiale over flate eller konturerte overflater, spor, lommer og hull. 3-akset fresing håndterer de fleste prismatiske deler, mens 4-akset og 5-akset fresemaskiner kan vippe arbeidsstykket eller spindelen for å nå underskjæringer og komplekse buede geometrier i ett enkelt oppsett – reduserer festefeil som samler seg når en del må omplasseres flere ganger.
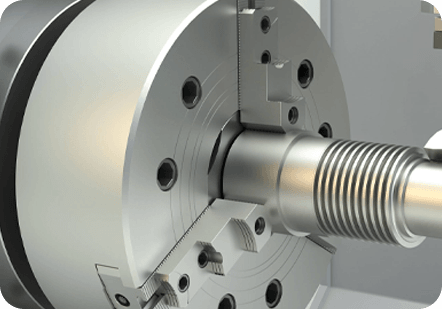
Snuing roterer arbeidsstykket mot et stasjonært skjæreverktøy, noe som gjør det til den første prosessen for sylindriske deler: aksler, foringer, gjengede festemidler, dyser og beslag. Moderne CNC-dreiesentre inkluderer ofte strømførende verktøy – frese- og boreutstyr – slik at krysshull, flater og kilespor kan legges til i samme operasjon uten å flytte delen til en fres.
Dreiebenker av sveitsisk type fører langt, slankt stanglager gjennom en styrebøssing plassert svært nær skjæresonen. Fordi materialet støttes rett ved kuttet, oppnår disse maskinene eksepsjonell rundhet og overflatefinish på deler med liten diameter – tenk på medisinske pinner, tannimplantater, urkomponenter og miniatyrventilstammer. Diameter under 32 mm er den typiske sweet spot.
EDM eroderer materiale ved å bruke kontrollerte elektriske gnister i stedet for mekanisk kutting. Wire EDM kutter komplekse 2D-profiler gjennom herdet stål med praktisk talt ingen skjærekrefter, noe som gjør den ideell for formhulrom, punch-and-die-sett og romfartsturbin-funksjoner som ville avbøyes under konvensjonell verktøy. Det er tregere enn fresing, men når toleranser på ±0,0001 tommer i harde materialer.
Når en del trenger en flat overflate med ensiffer Ra-overflateruhet eller sub-mikron dimensjonsnøyaktighet, tar overflatesliping over fra fresingen. Et roterende slipehjul fjerner mikromengder av materiale i passeringer målt i tusendeler av en millimeter. Herdede verktøystålkomponenter og presisjonsmålerblokker er typiske kandidater.
Materialvalg påvirker bearbeidbarhet, endelig toleranseevne, overflatefinishkvalitet og delytelse. Det riktige materialet for en presisjonsbearbeidet komponent avhenger av mekaniske krav, driftsmiljø, vektmål og behov for etterbehandling.
| Material | Typiske applikasjoner | Styrker | Betraktninger |
|---|---|---|---|
| Aluminium 6061-T6 / 7075-T6 | Luftfartsbraketter, hus, optiske fester | Utmerket maskinbearbeidbarhet, lett, god varmeledningsevne | Lavere hardhet enn stål; overflatebehandling ofte nødvendig |
| Rustfritt stål 303 / 316 | Medisinske instrumenter, deler til matforedling, marin beslag | Korrosjonsbestandighet, biokompatibilitet | Arbeidsherder under skjæring; krever skarpere verktøy |
| Titanium Grade 5 (Ti-6Al-4V) | Luftfartsfester, ortopediske implantater | Høyt styrke-til-vekt-forhold, utmerket biokompatibilitet | Dårlig varmeledningsevne forårsaker verktøyslitasje; trenge sakte skjærehastigheter |
| Messing (C360) | Ventilhus, beslag, elektriske koblinger | Enestående bearbeidbarhet, lav friksjon, korrosjonsbestandig | Ikke egnet for strukturelle roller med høy temperatur eller høy styrke |
| KIT | Halvlederhåndteringsutstyr, medisinsk utstyr | Kjemisk motstand, utmerkede mekaniske egenskaper ved høye temperaturer | Høye materialkostnader; krever forsiktig chip evakuering |
| Karbonstål 4140 | Aksler, tannhjul, verktøyfester | Høy styrke, god bearbeidbarhet før herding | Mottakelig for korrosjon; krever ofte belegg |
Proff-tips ved bestilling: be alltid om et materialsertifikat (også kalt et fabrikksertifikat eller samsvarssertifikat) med delene dine. Dette dokumentet bekrefter at råvaren oppfyller den spesifiserte legeringssammensetningen og de mekaniske egenskapene - et ikke-omsettelig krav for forsyningskjeder for romfart, medisinsk og forsvar.
Presisjonsbearbeidede deler dukker opp der feil ikke er et alternativ eller hvor monteringsavstander måles i mikron. Følgende bransjer representerer de største og mest krevende brukerne av CNC-presisjonskomponenter.
Turbinblader, aktuatorkropper, landingsutstyrskomponenter og strukturelle braketter krever alle stramme geometriske toleranser og full materialsporbarhet. Luftfarts CNC-deler er vanligvis maskinert av aluminiumslegeringer av romfartskvalitet, titan og høytemperatur-nikkellegeringer. AS9100 kvalitetsstyringssertifisering er grunnkravet for leverandører i denne sektoren.
Kirurgiske instrumenter, ortopediske implantater og hus for diagnostisk utstyr må oppfylle ISO 13485 kvalitetsstandarder og, for implanterbare enheter, fulle krav til biokompatibilitet. Medisinske CNC-presisjonsdeler er ofte laget av 316L rustfritt stål eller titan Grade 5, og de krever renromshåndtering, gratfrie kanter og sporbarhet tilbake til råvarens varmetall.
Motorkomponenter, transmisjonsdeler, fjæringslenker og bremsesystemkomponenter er avhengig av presisjons CNC-bearbeiding for dimensjonskonsistens over store produksjonsvolumer. I motorsportapplikasjoner presser vektreduksjon materialer mot aluminium og titan, mens toleranser på lagerboringer og ventilseter holdes til ±0,005 mm eller bedre.
Roboter for håndtering av halvlederskiver, PCB-testarmaturer og kjøleribbesammenstillinger krever ikke-magnetiske, dimensjonsstabile presisjonskomponenter. Aluminium og PEEK er mye brukt her. Flathet og parallellitetstoleranser på sammenfallende overflater er ofte spesifisert i det ensifrede mikronområdet for å sikre riktig termisk kontakt eller elektrisk isolasjon.
Robotkoblinger, servomotorhus, lineære bevegelsesvogner og endeeffektorkomponenter er presisjonsmaskinert for å opprettholde posisjonsnøyaktighet over millioner av sykluser. Enhver dimensjonsskråning i en maskinert skjøt oversettes direkte til posisjonsfeil ved verktøyspissen, og det er grunnen til at presisjons CNC-komponenter er grunnleggende for ytelsen til moderne industriroboter.

Velge leverandør for presisjons CNC maskineringsdeler er en kvalitetsbeslutning like mye som en prisbeslutning. Et lavt tilbud fra en butikk som ikke har utstyret eller kvalitetssystemene for å holde toleransene dine, vil koste mer i avviste deler, forsinkelser og re-sourcing enn et litt høyere tilbud fra en dyktig partner. Her er hva du skal se på:
Den største enkelthendelen på kostnadene for presisjons CNC-maskinerte deler er selve tegningen. Ingeniører som forstår maskineringsbegrensninger kan designe deler som er raskere å produsere, enklere å inspisere og mindre sannsynlighet for å generere skrap – uten å gi opp noen funksjonell ytelse.
En av de vanligste kostnadsdriverne i presisjonsdeler er overtoleranse. Hvis en ±0,050 mm toleranse er funksjonelt tilstrekkelig, dobles eller tredobles ±0,005 mm bearbeidingstiden og utløser ytterligere inspeksjonstrinn. Reserver stramme toleranser for funksjoner som faktisk passer sammen med andre komponenter, bærer last eller skaper tetningsoverflater. Alt annet skal bære den løseste toleransen som fortsatt fungerer.
Dype lommer med små gulvradier krever endefreser med liten diameter, som er skjøre, trege og dyre i drift. En lomme som er 50 mm dyp med 1 mm hjørneradius kan koste fem ganger mer å maskinere enn samme lomme med 3 mm hjørneradius. Når det er mulig, utform innvendige radier for å matche standard verktøydiametre og begrense dybde-til-bredde-forhold til ikke mer enn 4:1.
Hver gang en del løsnes og omplasseres, er det en risiko for akkumulert posisjonsfeil. Hvis en del kan maskineres fullstendig i ett eller to oppsett i stedet for fire, vil den være mer nøyaktig, raskere å produsere og rimeligere. Tenk på hvordan delen vil bli festet når du legger ut funksjoner på flere ansikter.
Ikke-standard gjengeformer og ulike hulldiametre krever spesialverktøy som maskinistene kanskje ikke har på lager. Standardisering til vanlige metriske eller enhetlige gjengestørrelser (M3, M4, M6 eller #4-40, #6-32, 1/4-20) holder verktøykostnadene lave og ledetidene korte. Den samme logikken gjelder for rømmede hull - å spesifisere en standard rømmediameter som 6H7 eller 8H7 unngår tilpassede verktøybestillinger.
Råbearbeidet aluminium oksiderer. Stål ruster. Selv rustfritt stål kan korrodere i aggressive miljøer. Etterbehandling er der et maskinert emne blir en produksjonsklar del, og legger til korrosjonsmotstand, slitestyrke, hardhet eller kosmetisk finish.
En presisjonsbearbeidet del er bare så god som målingen som bekrefter at den er innenfor toleranse. Kvalitetskontroll i et seriøst CNC-presisjonsverksted er ikke en endelig port ved slutten av produksjonen – den er vevd inn i hvert trinn.
Inspeksjon underveis bruker sonderingssystemer på selve verktøymaskinen for å måle kritiske egenskaper midt i syklusen og automatisk kompensere for verktøyslitasje. Dette fanger opp drift før det produserer et parti med deler utenfor toleranse. Inspeksjon utenfor maskinen bruker CMM-er (koordinatmålemaskiner) for å verifisere kompleks 3D-geometri mot den originale CAD-modellen, og produserer en formell inspeksjonsrapport med faktiske vs. nominelle dimensjoner for hver kritisk funksjon.
For regulerte forsyningskjeder inkluderer en fullkvalitetspakke vanligvis: dimensjonale inspeksjonsrapporter, materialsertifikater, finishinspeksjon (overflateruhetsmålinger, visuell inspeksjon for grader) og et samsvarssertifikat signert av en kvalitetsingeniør. Noen kontrakter krever også data for statistisk prosesskontroll (SPC) som viser at produksjonsprosessen er stabil over hele kjøringen – ikke bare at en håndfull prøvedeler var innenfor toleranse.

Fenglan er Produsent av elektriske presisjonsdeler i Kina, Produsenter av presisjonsdeler for biler og Leverandører av industrielle presisjonsdeler. Din pålitelige partner innen produksjon av deler og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Personvern
Personvern



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






