
 2026-05-08
2026-05-08 Produksjon av drivaksel er prosessen med å designe, forme, bearbeide, montere og teste de roterende mekaniske komponentene som overfører dreiemoment og rotasjonskraft fra en motor eller motor til hjul, aksler eller andre drevne komponenter. En drivaksel – også kalt propellaksel, kardanaksel eller drivaksel avhengig av bruken – må samtidig håndtere høye torsjonsbelastninger, motstå bøying under dynamiske krefter, operere med presise balansetoleranser og overleve år med syklisk tretthetsbelastning uten feil. Å få produksjonsprosessen riktig er derfor ikke bare et spørsmål om å kutte metall til form; det krever en tett kontrollert sekvens av materialvalg, formingsoperasjoner, presisjonsbearbeiding, varmebehandling, overflatebehandling, montering og streng kvalitetskontroll.
Drivaksler brukes på tvers av et enormt spekter av bruksområder - personbiler, kommersielle lastebiler, landbruksmaskiner, industrielle girkasser, marine fremdriftssystemer, romfartsaktiveringssystemer og vindturbiner er alle avhengige av produserte drivaksler av varierende størrelser, materialer og ytelseskrav. Selv om de spesifikke prosessene varierer etter applikasjon, er de grunnleggende produksjonsutfordringene konsekvente: å oppnå den nødvendige dimensjonsnøyaktigheten, mekanisk styrke, torsjonsstivhet og rotasjonsbalanse innenfor kostnads- og produksjonshastighetsmål.
Denne artikkelen går gjennom hele produksjonsprosessen for drivaksel - fra valg av råmateriale til sluttinspeksjon - som dekker både produksjon av drivaksel for biler og produksjon av industrielle drivaksel, med praktiske detaljer om utstyr, prosesser, toleranser og kvalitetskontroller som er involvert i hvert trinn.
Materialet som er valgt for en drivaksel bestemmer dens styrke, vekt, utmattelseslevetid, bearbeidbarhet og kostnad. Drivakselprodusenter velger fra flere materialkategorier avhengig av dreiemomentkrav, driftshastighet, vektmål og produksjonsvolum for applikasjonen.
Karbon- og legeringsstål er fortsatt det dominerende materialet for produksjon av drivaksel på tvers av bil-, lastebil- og industriapplikasjoner. Middels karbonstål som SAE 1045 er mye brukt for solide aksler i applikasjoner med lavere dreiemoment på grunn av deres gode kombinasjon av styrke, seighet og bearbeidbarhet til relativt lave kostnader. For applikasjoner med høyere dreiemoment eller tretthetskritiske applikasjoner er legert stål som SAE 4140 (krom-molybden stål) og SAE 4340 (nikkel-krom-molybden stål) spesifisert. Disse kvalitetene utvikler betydelig høyere flyte- og strekkstyrke etter varmebehandling - 4140 oppnår vanligvis 650–1000 MPa flytegrense avhengig av varmebehandling, mens 4340 kan nå 1400 MPa eller høyere i krevende romfarts- og racingapplikasjoner. Case-herdende stål som SAE 8620 brukes når en hard, slitesterk overflate kombinert med en tøff kjerne er nødvendig, som i splinede drivaksler som må motstå slitasje og slitasje ved splinegrensesnittet.
De fleste drivaksler for biler og lastebiler bruker hule stålrør i stedet for solide stenger. Et hult rør gir tilnærmet samme torsjonsstivhet og styrke som en solid aksel med samme ytre diameter, men med en brøkdel av vekten, fordi torsjonsspenningen er høyest på den ytre overflaten og det sentrale materialet bidrar lite til torsjonsmotstanden. Sømløse kaldtrukne stålrør (vanligvis 1026 eller 1020 DOM — trukket over dor) er standarden for produksjon av drivakselrør til biler. Rørets veggtykkelse, ytre diameter og stålkvalitet velges gjennom torsjons- og bøyespenningsberegninger for å møte kjøretøyets krav til dreiemoment og kritisk hastighet.
Drivaksler i aluminium – primært produsert av 6061-T6 eller 7075-T6 legeringsrør – gir en vektreduksjon på 60–65 % sammenlignet med tilsvarende stålaksler. Denne vektbesparelsen forbedrer kjøretøyets drivstofføkonomi, reduserer roterende treghet (forbedrer akselerasjonsresponsen) og senker NVH (støy, vibrasjoner, hardhet) ved å øke akselens kritiske hastighet. Fremstilling av drivaksel i aluminium er vanlig i ytelseskjøretøyer, lette lastebiler og racingapplikasjoner. Den største produksjonsutfordringen med aluminium er å oppnå pålitelig montering av åk eller endestykker – aluminiums lavere styrke krever nøye skjøtedesign, ofte ved bruk av friksjonssveising eller trykk-tilpasning-og-bolt-festemetoder i stedet for konvensjonell buesveising.
Karbonfiberforsterket polymer (CFRP) drivaksler tilbyr den høyeste spesifikke stivheten og laveste vekten av alle drivakselmaterialer, noe som gjør dem til det foretrukne valget i høyytelses bil-, motorsport- og romfartsapplikasjoner der vekt og rotasjonsdynamikk er avgjørende. Produksjon av CFRP-drivaksel bruker filamentvikling - en prosess der karbonfiberkabel impregnert med epoksyharpiks vikles over en dor i presise vinkler for å utvikle den nødvendige vridnings- og bøyestivheten - etterfulgt av herding i en autoklav eller ovn. Metallendebeslag er limt og mekanisk festet til komposittrøret. Karbonfiberaksler kan oppnå kritiske hastigheter 2–3 ganger høyere enn tilsvarende stålaksler, noe som gjør at drivaksler i ett stykke kan erstatte todelte stålmontasjer i lengre bruksområder.
En komplett produksjonsprosess for drivaksel involverer flere sekvensielle operasjoner. Hvert trinn bygger på det forrige, og kvalitetskontroll på mellomstadier er avgjørende for å unngå sammensatte feil som påvirker sluttproduktytelsen.
Råmaterialet kommer til produsenten av drivakselen som kuttet til lengdestang, sømløst rør eller kveilrør avhengig av produksjonsmetoden. Kaldsagskjæring eller slipende kappeskiver kutter materialet til grov lengde med en liten bearbeidingsgodtgjørelse. Kuttede ender avgrades for å fjerne skarpe kanter som kan skade nedstrøms verktøy eller skape spenningskonsentrasjoner. For hule rørskaft blir rørets retthet verifisert på dette stadiet - rør med overdreven bue avvises eller rettes ut før videre bearbeiding, fordi rørets retthet direkte påvirker den endelige akselens utløp og balanse.
Endebeslagene til en drivaksel - åk, flenser og aksler - produseres vanligvis separat ved varmsmiing eller kaldsmiing før de festes til røret. Varmsmiing varmer stålemnet til 1100–1250°C og former det under høye pressekrefter i et dysesett. Varmsmiing produserer deler med utmerket kornflyt tilpasset delens geometri, noe som resulterer i høyere utmattingsstyrke enn maskinert-fra-stang-alternativer. De smidde emnene blir deretter trimmet, kuleblåst for å fjerne avleiring og ført til maskineringsoperasjoner. For høyvolums bilproduksjon er kaldsmiing av mindre endebeslag også vanlig – kaldsmiing gir strammere dimensjonstoleranser og bedre overflatefinish direkte fra smia, noe som reduserer påfølgende maskineringskrav.
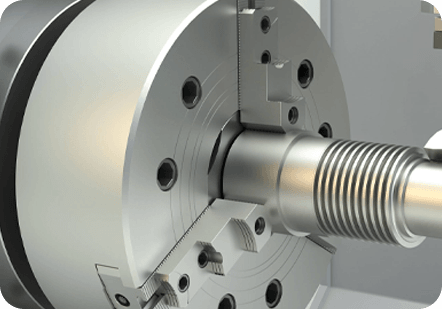
Presisjonsdreieoperasjoner etablerer de kritiske diametrene, lagertappflatene og skuldertrekkene til drivakselen. CNC-dreiesentre bearbeider akselen mellom sentrene (ved å bruke senterhull som er slipt inn i begge ender) for å opprettholde konsentrisiteten over alle dreiede diametre. Lagertappetoleranser er vanligvis h6- eller k6-pasninger – som krever diametral nøyaktighet innenfor 10–20 mikrometer – oppnås gjennom sluttdreiing etterfulgt av sylindrisk sliping. Splinede seksjoner produseres ved hobbing, broaching eller CNC-fresing avhengig av splinegeometri og volum. Eksterne splines på drivaksler til biler er oftest kaldvalset i stedet for kuttet - kaldvalsing fortrenger metall utover for å danne splinetennene, og produserer en arbeidsherdet overflate med kompressive restspenninger som betydelig forbedrer utmattingslevetiden sammenlignet med maskinerte splines.
For ståldrivaksler er røret og endeåk eller flenser sammenføyd ved sveising - oftest friksjonssveising (roterende eller lineær) eller MIG/MAG-sveising. Friksjonssveising er den foretrukne metoden i høyvolums produksjon av drivaksel for biler fordi den produserer konsekvent høykvalitets, fullt konsoliderte sveiser uten tilsatsmetall, porøsitet eller problemer med varmepåvirket sone (HAZ) forbundet med smeltesveising. I friksjonssveiseprosessen roterer en komponent med høy hastighet mens den andre holdes stasjonær og presses mot den aksialt; Friksjonsvarme plastiserer grensesnittmaterialet, og når rotasjonen stopper, konsoliderer en aksial smikraft skjøten. Friksjonssveisede drivakselskjøter oppnår 90–100 % av grunnmetallets styrke og kan produseres med syklustider på 15–30 sekunder per skjøt. For industrielle og kommersielle kjøretøysjakter med mindre volum er MIG-sveising med passende forvarming og ettersveiseinspeksjon standard sammenføyningsmetode.
Varmebehandling etter maskinering og sveising utvikler de nødvendige mekaniske egenskapene i akselmaterialet. Gjennomherding (herding og temperering) av aksler av legert stål bringer materialet til spesifisert hardhet og strekkstyrke - typisk 28–35 HRC for generelle industrielle aksler og 38–48 HRC for høyytelsesapplikasjoner. Induksjonsherding er mye brukt for å selektivt herde lagertapper, splines og andre sliteflater på akselen uten å herde hele komponenten. Induksjonsprosessen varmer opp en lokalisert sone veldig raskt ved hjelp av elektromagnetisk induksjon, etterfulgt av umiddelbar bråkjøling, og produserer et hardt martensittisk overflatelag (typisk 1–3 mm dypt) med en tøff uherdet kjerne. Induksjonsherdede overflater når vanligvis 55–62 HRC og har fordelaktige gjenværende trykkspenninger som øker utmattelsesmotstanden. Etter herding lindrer lavtemperaturtempering ved 150–200°C bråkjølingsspenninger uten å redusere hardheten betydelig.
Varmebehandling og sveising fører alltid til en viss forvrengning i akselen. Retting utføres på en presserettingsmaskin eller et CNC-kontrollert rettesystem som måler akselutløpet på flere punkter og påfører kontrollerte bøyekrefter for å bringe akselen innenfor den spesifiserte retthetstoleransen - typisk 0,2–0,5 mm total indikatorløp (TIR) over hele aksellengden for automotive applikasjoner som TIR00 as. Retting må gjøres forsiktig for å unngå overbelastning av akselen eller innføring av restspenninger som forårsaker ombøyning under bruk.
Sylindrisk sliping av lagertapper og tetningsflater bringer dimensjoner til endelig toleranse og oppnår ønsket overflatefinish. Lagertapper på presisjons industrielle aksler slipes vanligvis til Ra 0,4–0,8 µm og holdes til runde innenfor 5 mikrometer. Senterløs sliping brukes til gjennomherdede pinner og mindre akseldiametre der sliping mellom sentrene er upraktisk. Noen bruksområder krever superfinishing (honing eller lapping av lagertappene til Ra under 0,1 µm) for å minimere lagerfriksjon og slitasje. Overflatekulering påføres i tretthetskritiske områder - spesielt ved kileradier, splineutløp og sveisetåer - for å introdusere fordelaktige kompressive restspenninger som forlenger tretthetslevetiden med 20–50 % sammenlignet med ikke-pussede overflater.

Dynamisk balansering er en av de viktigste operasjonene i produksjon av drivaksel og en av de mest misforståtte. Enhver roterende aksel har masse fordelt rundt sin rotasjonsakse, og hvis massefordelingen ikke er perfekt symmetrisk, genererer akselen sentrifugalkrefter mens den roterer som produserer vibrasjoner, støy, lagerbelastninger og til slutt utmattelsesskader i drivverket. Jo høyere driftshastighet, desto mer kritisk blir balansen - selv små ubalansemasser skaper store sentrifugalkrefter ved høye RPM.
Drivaksler balanseres på dynamiske balanseringsmaskiner som spinner akselen og måler vibrasjonskreftene som genereres i to korrigeringsplaner samtidig. Maskinen beregner størrelsen og vinkelposisjonen til ubalansen i hvert plan og viser den nødvendige korreksjonen. Korrigering gjøres ved å legge til balansevekter (vanligvis små klemmer eller sveisede slugs), bore eller frese materiale fra tunge flekker, eller tilsette korrigeringsleire for innledende oppsettforsøk. Bildrivaksler er vanligvis balansert til ISO 1940 Grade G6.3 eller bedre, noe som betyr at den gjenværende spesifikke ubalansen er mindre enn 6,3 gram-millimeter per kilogram akselmasse per korreksjonsplan. Høyhastighets- eller presisjonsaksler er balansert til G2.5 eller G1.0. Etter balansering roteres akselen på nytt for å verifisere at gjenværende ubalanse er innenfor spesifikasjonen før den går over til endelig inspeksjon.
Drivakselprodusenter bruker en lagdelt kvalitetsinspeksjonsstrategi som kombinerer prosesskontroller på hvert produksjonstrinn med sluttinspeksjon av den ferdige sammenstillingen. Tabellen nedenfor oppsummerer de viktigste inspeksjonsmetodene som brukes i produksjon av drivaksel og hva hver enkelt verifiserer:
| Inspeksjonsmetode | Hva det sjekker | Stage anvendt |
| CMM dimensjonell inspeksjon | Alle kritiske diametre, lengder, GD&T-funksjoner | Etterbearbeiding, endelig |
| Runout Measurement (TIR) | Skaftets retthet og konsentrisitet | Etterretting, endelig |
| Hardhetstesting (Rockwell) | Overflate og kjernehardhet etter varmebehandling | Ettervarmebehandling |
| Magnetisk partikkelinspeksjon (MPI) | Overflate- og overflatenære sprekker, sveisefeil | Ettersveis, ettersliping, slutt |
| Ultralydtesting (UT) | Interne defekter, sveiseintegritet, materialfeil | Ettersveising, kritiske applikasjoner |
| Dynamisk balansetest | Resterende ubalanse i to korrigeringsplaner | Ettermontering, endelig |
| Torsjonsutmattelsestesting | Aksellevetid under syklisk dreiemomentbelastning | Utvikling, periodisk produksjonsrevisjon |
| Måling av overflateruhet | Ra og Rz av lagertapper og tetningsflater | Ettersliping, endelig |
| Spline profilinspeksjon | Splinetannprofil, bly-, stignings- og passformklasse | Post-spline operasjon, endelig |
Mens kjerneproduksjonsprosessene er like på tvers av applikasjoner, varierer drivakselproduksjonen betydelig i detalj avhengig av industrien og de spesifikke ytelseskravene som er involvert.
Produksjon av drivaksel for personbiler og lette lastebiler er preget av høyt volum, stram kostnadskontroll og strenge OEM-kvalitetsstandarder. Produksjonslinjer for drivaksler til biler bruker vanligvis automatisert friksjonssveising av smidde åk til DOM-stålrør, CNC-balanseringsmaskiner integrert i linjen, og 100 % end-of-line-testing, inkludert dimensjonal verifisering, sveiseintegritetskontroller og dynamisk balansebekreftelse. Konstant hastighet (CV) leddsammenstillinger for forhjulsdrevne akselaksler involverer presisjonssliping av kulebaner, kontrollert varmebehandling av de indre og ytre løpene, og renromsmontering for å forhindre forurensning av den fettfylte skjøten. Produsenter av drivaksel for biler må overholde IATF 16949 kvalitetsstyringsstandarder og sende inn PPAP-er (Production Part Approval Processes) til OEM-kunder før produksjonsstart.
Industriell produksjon av drivaksel for girkasser, pumper, kompressorer og tungt maskineri involverer vanligvis lavere volum, større akselstørrelser og tyngre seksjonstykkelser enn bilarbeid. Aksler er ofte maskinert fra solid stangmateriale i stedet for rør, og maskineringsoperasjonene involverer tunge grove kutt etterfulgt av halvfinish og ferdigdreiing, sliping og kilesporbroaching eller fresing. Større industrielle aksler normaliseres eller glødes før maskinering for å avlaste smiing eller rullespenninger, deretter bråkjøles og herdes til endelige egenskaper. Ikke-destruktiv testdekning er vanligvis mer omfattende på industrielle sjakter - 100 % ultralydinspeksjon av råmateriale og magnetisk partikkelinspeksjon av ferdige overflater er vanlig for kritiske applikasjoner som girkasseutgangsaksler i vindturbiner eller marine fremdriftssystemer.
Produksjon av drivakseler til romfart – for helikopterhalerotorer, flytilbehørsdrev og aktiveringssystemer – krever høyeste presisjon, materialsporbarhet og prosessdokumentasjon for enhver drivakselapplikasjon. Materialer er vanligvis 4340M (VAR — vacuum arc remelted) stål, titanlegering (Ti-6Al-4V) eller CFRP av romfartskvalitet. Hvert materialparti kan spores til dets smeltesertifisering og mekaniske testposter. All maskinering, varmebehandling og overflatebehandling utføres til kontrollerte, kvalifiserte prosesser med full oversikt over hele flyets levetid. NDT-inspeksjon inkluderer fluorescerende penetrantinspeksjon (FPI) av alle overflater, ultralydinspeksjon av smiing og dimensjonell verifisering på CMM-er med kalibrering som kan spores til nasjonale standarder. Ferdige romfartssjakter gjennomgår bevist dreiemomenttesting før aksept, og flykritiske aksler kan kreve spinntesting ved driftshastighet for å verifisere strukturell integritet.
Å forstå de hyppigste feilmodusene i produksjon av drivaksel hjelper produsenter med å implementere målrettede forebyggende tiltak ved de riktige prosesstrinn.
En disiplinert produksjonsprosess for drivaksel – med tydelige prosesskontroller, prosessmålinger og sluttverifiseringstesting – er det som skiller drivaksler som stille gir hundretusenvis av kilometer med pålitelig service fra de som genererer garantiretur, NVH-klager og feltfeil. Å investere i prosesskapasitet på hvert produksjonstrinn er alltid mer kostnadseffektivt enn å oppdage feil ved sluttinspeksjon eller, enda verre, i felten.

Fenglan er Produsent av elektriske presisjonsdeler i Kina, Produsenter av presisjonsdeler for biler og Leverandører av industrielle presisjonsdeler. Din pålitelige partner innen produksjon av deler og komponenter siden 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Kina  Personvern
Personvern



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






